Get regular container insights!
Don’t be left out. Join the many others and sign up today to receive the latest insights.
Sign up!
 )
)
 )
)
 )
)
 )
)
 )
)
 )
)
 )
)
 )
)
 )
)
 )
)
 )
)
 )
)
 )
)
 )
)
Genesis of a giant: assuring quality in the shipbuilding process

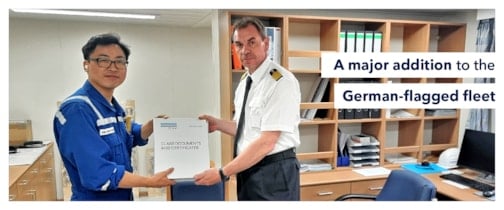
The largest ship under the German flag, the 23,660 TEU Berlin Express is Hapag-Lloyd’s new flagship and the first of a series of 12 megaboxers to be delivered until 2025. When DNV’s project manager and surveyor Jong Hyun Kim handed over the class documents and certificates to Capt. Michael Kowitz in June 2023, this marked the completion a major shipbuilding accomplishment, accompanied by DNV through all phases. The delivery of the LNG-powered ship represents a major step in Hapag-Lloyd’s journey towards carbon neutrality by 2045. Built at the Hanwha Ocean shipyard, South Korea – formerly Daewoo Shipbuilding & Marine Engineering (DSME), – Berlin Express is 400 metres long, 61 metres wide and can travel at up to 22 knots. To meet the customer’s stringent quality requirements and the DNV class rules, DNV surveyors oversaw the entire construction process, having their eyes everywhere.

Welding quality is of critical importance for the structural reliability of a ship. Especially where the thick steel plates of the outer skin join the deck plates, careful weld execution and avoidance of cracks is crucial. The surveyor’s main task here is to check the weld preparation. While welding robots can be used for repetitive, standard production processes, more complex welds are better performed by humans. To allow welders to work efficiently and avoid unnecessary physical strain, the ship sections are arranged for assembly in a way that allows the welder to maintain a natural, ergonomic posture. In this picture, the main deck – seen in vertical position, with temporary lifting eyes already attached – is being welded to the sheer strake.

The surveyor uses ultrasonic testing equipment to verify the quality of the welds between plates of the Type-B LNG tank wall. Since these plates will be exposed to cryogenic conditions, they must meet special requirements. Berlin Express is the world’s first vessel to use a Type-B tank made of high-manganese austenitic steel. At 18,900 m3, it is also the largest Type-B fuel tank ever built. The striped pattern visible on the plates is created by the stiffeners welded to it from the other side. This tank type has various benefits, such as an internal anti-sloshing swash bulkhead. Furthermore, it can be built as a self-contained unit in parallel with the ship and simply lifted into the hull. This accelerates the building process. On board, the tank will be ‘floating’, resting on wooden bearings to allow for contraction and expansion. So-called stoppers surrounding it in the hull limit its movements. The finished tank received separate DNV approval.

Any shipbuilding project involves a number of milestones which are often celebrated by the cooperating parties in a little ceremony. The picture was taken at the first major milestone, where representatives of the project partners – the owner HAPAG, the yard and DNV – have gathered to celebrate the completion of the first block after it has been placed in the floating dry dock. Even in today’s highly industrialised shipbuilding world, these time-honoured, deeply rooted traditions and moments of reflection have a firm place in the process. The final milestone will be the christening ceremony in Hamburg.

The starboard hull block that includes parts of the engine room has been completed at a separate assembly area and is ready to be joined to the hull. All trades work together in a well-coordinated process to build up these ship sections and install the technical infrastructure prior to final assembly, including piping, electrical wiring, etc. This means that the on-site surveyor in charge of verifying each section needs to have comprehensive engineering expertise to assess all relevant technical aspects and provide a ‘holistic’ survey. This is important to accomplish the survey within a reasonable time frame so the shipbuilding work can resume quickly. When the entire vessel has been assembled, specialist surveyors will inspect the ship’s individual systems, such as electrics, propulsion, fuel, etc.

The tapered, contoured end of the propeller tail shaft is gently lowered into the propeller to check for proper fit. The contact surface on the shaft has been coated with a blue dye. After removing the shaft, places with insufficient contact will still be blue whereas the dye will have rubbed off from the rest of the contact surface. This precision test, where minimal tolerances must be met, is essential for ensuring that the propeller will sit firmly on the shaft after final press-fitting. The DNV surveyor monitors the procedure closely. For final assembly on board, a so-called Pilgrim nut is attached to the tail shaft to press the propeller onto the taper under high hydraulic pressure to ensure a tight fit.

Following successful, comprehensive tests in a test bed at the yard, the dual-fuel main engine – seen at the centre, covered in green protective foil – has been installed on board, and the main shaft and propeller have already been assembled. All this is done at a relatively early point of the hull construction process for easier assembly, and to allow for further checks while the remainder of the stern section of the ship is added around the engine and propeller. The block shown in slide no. 5, titled ‘Block manufacturing’, will be placed to the right of the engine.

The upper part of the twelve-cylinder dual-fuel main engine in the fully assembled engine room, looking towards the stern of the ship. The exhaust pipe connections seen in the upper portion of slide no. 5, ‘Block manufacturing’, located at the left, are now connected to the lower manifold on the engine and the huge upper exhaust manifold that leads to the funnel. The large square air vents ensure sufficient air flow to the combustion cylinders. The fuel injection components sit on top of each cylinder.

The huge fuel tank is lowered into the hull where it will come to rest on wood-padded supports that allow it to ‘float’. So-called stoppers installed around the tank will prevent uncontrolled movement. Some stoppers are visible on top of the tank. The vertical surfaces are covered by thick insulation panels; more panels will be glued to the top after installation. The square structure sitting on top of the tank is the ‘dome’ which will support the fuel pumps. The silver-coloured vertical surface visible on the bulkhead behind the tank is an additional insulation layer. A narrow gap has been left between the insulation and the tank walls. In case of a crack in the tank wall, the LNG will run downwards and collect at the bottom at the bottom in the so-called drip trays.

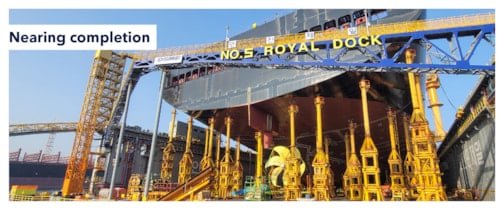
The dimensions of Berlin Express are huge, and so is the floating dock. Nevertheless, the attention to detail and the precision of the manufacturing process are evident everywhere. For example, the thin whitish lines seen on the square stern, a discoloration of the paint along the welds where the block sections were joined together, are an indication of the painstaking accuracy of the welding process and the quality of execution. Constructing the vessel in a floating dock allows the yard to complete the ship entirely before floating it for the first time, providing greater flexibility and independence from tides.

Berlin Express and her sister ships are two-island vessels, with the deckhouse relatively far towards the front for a clear line of sight. Here the funnel block, one of the last major sections, is lifted onto the ship by a large floating crane. The funnel block will sit above the engine room; the green top portion of the main engine exhaust gas system its barely visible on this photo. The funnel is significantly slimmer than on conventional, HFO-powered vessels thanks to the clean-burning LNG which does not require a scrubber or other exhaust gas cleaning equipment.

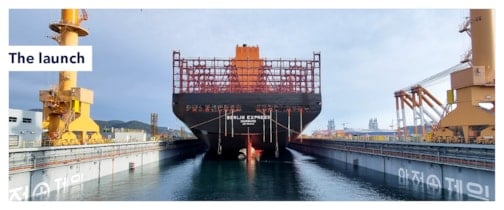
Berlin Express at the launch, another major milestone in the shipbuilding process. With construction nearly completed, the dock has been flooded, allowing the vessel to float for the first time. After leaving the dry dock, the ship is transferred to the outfitting pier for final outfitting and finishing work, including installation of the hatch covers. Final checks at this stage cover items such as watertightness of all valves and openings located below the water line. In most shipbuilding projects, the launch date is set at an early time and must be met to free up the dock for the next newbuild.

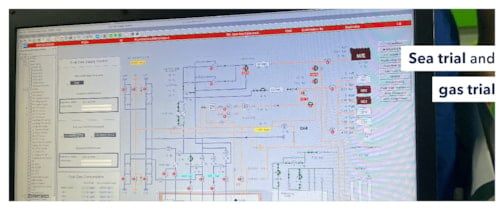
The ship is taken to the ocean for the first time to undergo its sea trial, closely monitored by the DNV surveyor. During the sea trial, the ship is operated in both modes, on liquid fuel alone and on LNG, with diesel as the pilot fuel. The special properties of LNG require thorough testing of the FGSS (Fuel Gas Supply System) and all of the ship’s gas and power management components during the sea trial to verify safe and proper operation. All machinery and boilers on board are designed to run on LNG fuel. The gas trial includes a main engine endurance test, a gas trip test for the gas injection system, tests of the auxiliary generator engine and auxiliary boiler, assembly and purging sequence tests, a load response test in gas mode, and a blackout recovery test in gas mode. In addition, the alarm and safety systems are tested according to the cause-and-effect diagram.

After the sea trial confirmed the vessel’s seaworthiness, and following handover to the owner, Berlin Express embarked on her maiden journey to her home port of Hamburg for christening by Germany’s First Lady Elke Büdenbender on 2 October. DNV Korea is proud of contributing to the realisation of this extraordinary project. Close collaboration with DNV Hamburg and Oslo has been instrumental in ensuring that Berlin Express and her future sister vessels meet the highest standards of safety, reliability and efficiency. These efforts will continue as the remaining ships in this series are built, with the final vessel scheduled for completion in April 2025.
Don’t be left out. Join the many others and sign up today to receive the latest insights.
Sign up!